



About TOP QUALITY
Established in the early part of the new Millennium, Top Quality (ISO 9001:2008 Registered), is a recognized leader in Non-Destructive Testing (NDT) and NDT inspection activities. in Netherlands’, we provide quality services for Engineering, Transport, Petrochemical, Gas, Nuclear and Manufacturing When lives depend on the professional expertise of a Certified Technician discovering imperfections, avoiding a potential catastrophic situation, the industry turns to Top Quality.

Services and Projects
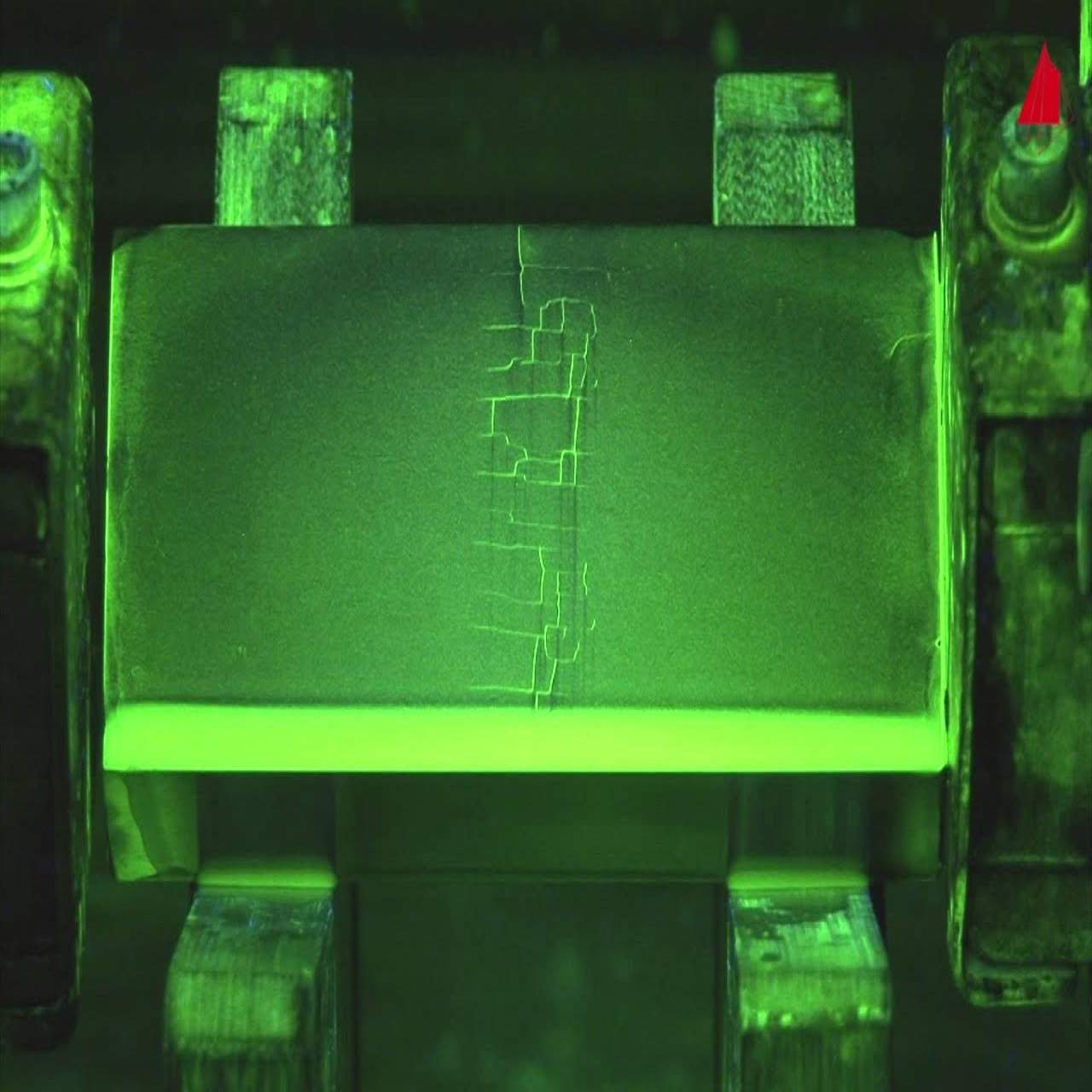
Magnetic Particle Inspection (MPI, MT)
Magnetic particle Inspection (MPI) is a non-destructive testing (NDT) process for detecting surface and slightly subsurface discontinuities in ferromagnetic materials such as iron, nickel, cobalt, and some of their alloys. The process puts a magnetic field into the part. The piece can be magnetized by direct or indirect magnetization. Direct magnetization occurs when the electric current is passed through the test object and a magnetic field is formed in the material. Indirect magnetization occurs when no electric current is passed through the test object, but a magnetic field is applied from an outside source. The magnetic lines of force are perpendicular to the direction of the electric current which may be either alternating current (AC) or some form of direct current (DC) (rectified AC). The presence of a surface or subsurface discontinuity in the material allows the magnetic flux to leak, since air cannot support as much magnetic field per unit volume as metals. Ferrous iron particles are then applied to the part. The particles may be dry or in a wet suspension. If an area of flux leakage is present, the particles will be attracted to this area. The particles will build up at the area of leakage and form what is known as an indication. The indication can then be evaluated to determine what it is, what may have caused it, and what action should be taken, if any.

Ultrasonic Testing (UTT, UT, API QUTE)
Ultrasonic testing (UT) is a family of non-destructive testing techniques based on the propagation of ultrasonic waves in the object or material tested. In most common UT applications, very short ultrasonic pulse-waves with center frequencies ranging from 0.1-15 MHz, and occasionally up to 50 MHz, are transmitted into materials to detect internal flaws or to characterize materials. A common example is ultrasonic thickness measurement, which tests the thickness of the test object, for example, to monitor pipework corrosion. Ultrasonic testing is often performed on steel and other metals and alloys, though it can also be used on concrete, wood and composites, albeit with less resolution. It is used in many industries including steel and aluminum construction, metallurgy, manufacturing, aerospace, automotive and other transportation sectors.
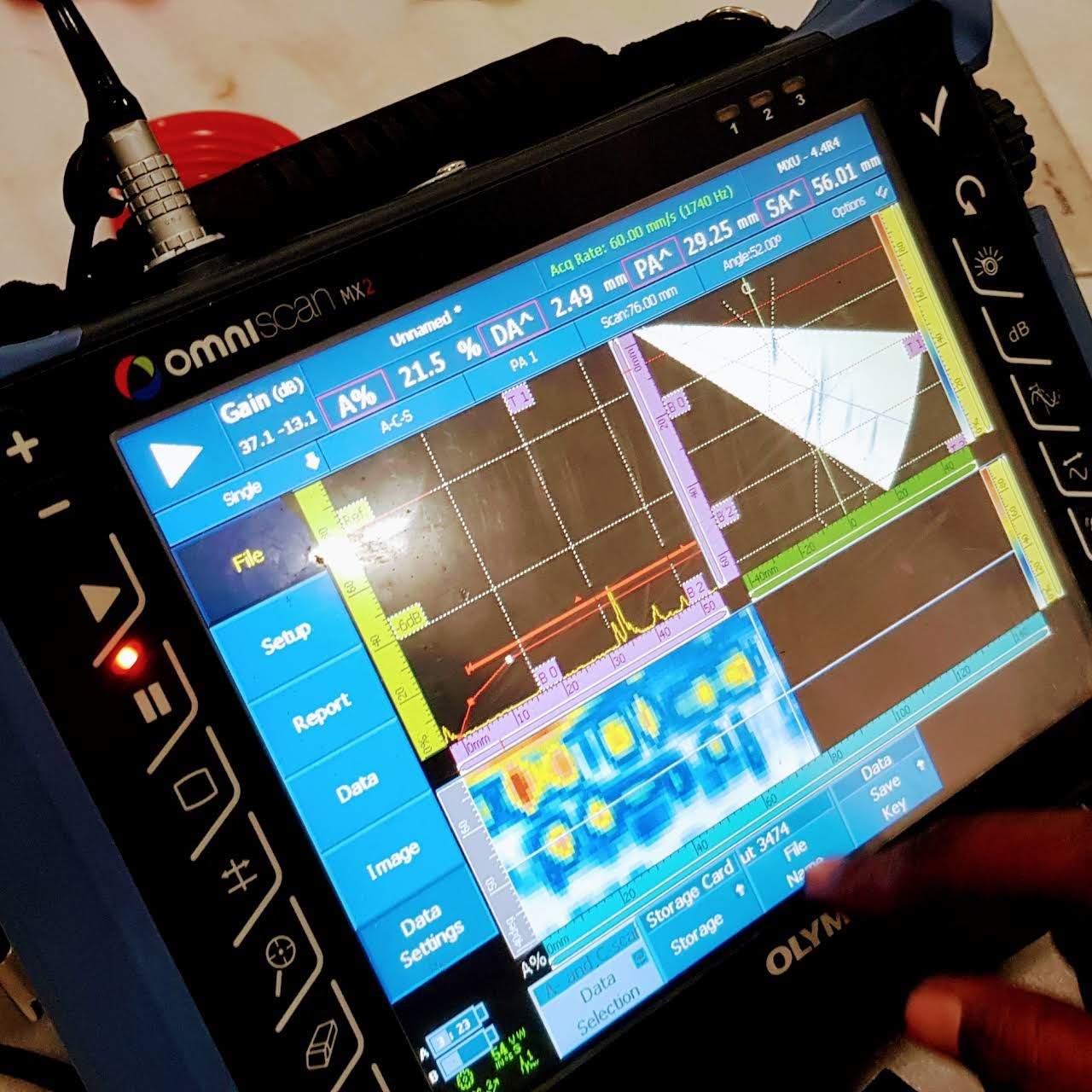
Phased Array ultrasonic (PAUT, PA, API QUTE)
Phased array Ultrasonic (PA) is an advanced method of ultrasonic testing that has applications in medical imaging and industrial nondestructive testing. Common applications are to noninvasively examine the heart or to find flaws in manufactured materials such as welds. Single-element (non-phased array) probes, known technically as monolithic probes, emit a beam in a fixed direction. To test or interrogate a large volume of material, a conventional probe must be physically scanned (moved or turned) to sweep the beam through the area of interest. In contrast, the beam from a phased array probe can be moved electronically, without moving the probe, and can be swept through a wide volume of material at high speed. The beam is controllable because a phased array probe is made up of multiple small elements, each of which can be pulsed individually at a computer-calculated timing. The term phased refers to the timing, and the term array refers to the multiple elements. Phased array ultrasonic testing is based on principles of wave physics, which also have applications in fields such as optics and electromagnetic antennae. Weld Inspection of Small-Diameter Pipes When coupled with the COBRA manual scanner, the OmniScan flaw detector is capable of inspecting pipes ranging from 0.84 in. OD to 4.5 in. OD. With its very slim design, this manual scanner is able to inspect pipes in areas with limited access.

Liquid (Dye) Penetrant Inspection (LPI, PT, LPT)
Dye penetrant inspection (PT, LPT), also called liquid penetrant inspection (LPI) or penetrant testing (PT), is a widely applied and low-cost inspection method used to locate surface-breaking defects in all non-porous materials (metals, plastics, or ceramics). The penetrant may be applied to all non-ferrous materials and ferrous materials, although for ferrous components magnetic-particle inspection is often used instead for its subsurface detection capability. LPI is used to detect casting, forging and welding surface defects such as hairline cracks, surface porosity, leaks in new products, and fatigue cracks on in-service components.

Eddy Current Testing (ET, ECT)
Eddy-current testing (ECT) uses electromagnetic induction to detect flaws in conductive materials. There are several limitations, among them: only conductive materials can be tested, the surface of the material must be accessible, the finish of the material may cause bad readings, the depth of penetration into the material is limited by the materials' conductivity, and flaws that lie parallel to the probe may be undetectable. In a standard eddy current testing a circular coil carrying current is placed in proximity to the test specimen (which must be electrically conductive).The alternating current in the coil generates changing magnetic field which interacts with test specimen and generates eddy current. Variations in the phase and magnitude of these eddy currents can be monitored using a second 'receiver' coil, or by measuring changes to the current flowing in the primary 'excitation' coil. Variations in the electrical conductivity or magnetic permeability of the test object, or the presence of any flaws, will cause a change in eddy current and a corresponding change in the phase and amplitude of the measured current. This is the basis of standard (flat coil) eddy current inspection, the most widely used eddy current technique. However, eddy-current testing can detect very small cracks in or near the surface of the material, the surfaces need minimal preparation, and physically complex geometries can be investigated. It is also useful for making electrical conductivity and coating thickness measurements.

Radiographic (X-ray) Testing (RT, XRAY)
Radiographic Testing (RT), or industrial radiography, is a nondestructive testing (NDT) method of inspecting materials for hidden flaws by using the ability of short wavelength electromagnetic radiation (high energy photons) to penetrate various materials. Either an X-ray machine or a radioactive source, like Ir-192, Co-60, or in rarer cases Cs-137 are used in a X-ray computed tomography machine as a source of photons. Neutron radiographic testing (NR) is a variant of radiographic testing which uses neutrons instead of photons to penetrate materials. This can see very different things from X-rays, because neutrons can pass with ease through lead and steel but are stopped by plastics, water and oils. Since the amount of radiation emerging from the opposite side of the material can be detected and measured, variations in this amount (or intensity) of radiation are used to determine thickness or composition of material. Penetrating radiations are those restricted to that part of the electromagnetic spectrum of wavelength less than about 10 nanometers.

Indentation Hardness Testing (HT)
Indentation hardness measures the resistance of a sample to material deformation due to a constant compression load from a sharp object; they are primarily used in engineering and metallurgy fields. The tests work on the basic premise of measuring the critical dimensions of an indentation left by a specifically dimensioned and loaded indenter. Common indentation hardness scales are Rockwell, Vickers, Shore, and Brinell.

visual Inspection, Certified Weld Inspection (VT, CWI)
Visual inspection is a common method of quality control, data acquisition, and data analysis. Visual Inspection, used in maintenance of facilities, mean inspection of equipment and structures using either or all of raw human senses such as vision, hearing, touch and smell and/or any non-specialized inspection equipment. Inspections requiring Ultrasonic, X-Ray equipment, Infra-red, etc. are not typically regarded as Visual Inspection as these Inspection methodologies require specialized equipment, training and certification.

QA Consulting
In today's turbulent market, cost and efficiency are paramount to success. We want to help maximize your company's performance by offloading your internal and vendor audit requirements. Schedule a consultative appointment with one of our Quality experts today and free yourself of peripheral activities, allowing you to maintain focus on your core competency. With Top Quality in Netherlands, we provide quality services for Engineering, Transport, Petrochemical, Gas, Nuclear, Manufacturing and Aerospace Market segments. When lives depend on the professional expertise of a Certified Technician discovering imperfections, avoiding a potential catastrophic situation, the industry turns to Top Quality.
Full range of services offered from Phased Array to Magnetic Particle Testing
- European Pressure Equipment Directive (PED) 97/23/EC Certified
- ISO 9712 Certified technicians
- DNV 402B Certified
- Ultrasonic Testing (UT)
- Phased Array
- TOFD
- Guided wave
- Conventional UT
- API QUTE
- Magnetic Particle Inspection (MT, MPI)
- Black light for Drill Collar and Reamer
- Bottom Hole Assembly (BHA)
- Liquid Penetrant Inspection (LPT, PT)
- Positive Material Identification (PMI)
- Visual Inspection (VT)
- Eddy Current Testing (ET)
- Coating or cladding thickness
- Nickel, Inconel, etc.
- ASNT Level III
- Certified Welding Inspection (CWI)
- Pipe Dimensional and Charting
- Hardness testing (HT)
- Hydro-static testing
- X-ray film Digitizing
On-Site Inspection Services
- European Pressure Equipment Directive (PED) 97/23/EC Certified
- ISO 9712 Certified technicians
- DNV 402B Certified
- Field and Off Shore Inspection
- Vendor Surveillance
- Ultrasonic Testing (UT)
- API QUTE / QUPA Examiners
- Magnetic Particle Testing (MT, MPI)
- Black light for Drill -namellar
- Drill pipe cleaning and inspection
- Bottom Hole Assembly (BHA)
- Positive Material Identification (PMI)
- Visual Inspection (VT)
- Certified Weld Inspection (CWI)
- Eddy Current Testing (ET)
- Coating and cladding thickness
- ASNT Level III Consultation
- OCTG Pipe Inspection, dimension & Charting
- Hardness Testing
- API 510 in service Vessel & Piping Inspection
- API 570 Mechanical Integrity
- Risk Based Inspection (RBI)
- Automated Weld Line
- Automated Ultrasonic Testing
- Hydro-static Testing
- X-ray film Digitizing
- Material Sorting/identification
- API 20 E & F
Training
A diverse list of companies and organizations
We contribute greatly in training and qualifying the specialists in the field of NDT to a better vision due to the clear development in the field of ultrasonic and phased Array, which contributes directly to the safety in the work and safety of the final product through the TOP QUALITY system in various projects for Engineering, Transport, Petrochemical, Gas, Nuclear and Manufacturing.
- Phased Array
- TOFD
- Guided wave
- Conventional UT
- API QUTE
- Magnetic Particle Inspection (MT, MPI)
- Liquid Penetrant Inspection (LPT, PT) ...etc.
- Ultrasonic Testing (UT)

Contact Us
UAE Contact info
- Address : Abu Dhabi
- telephone : +971-543394096
- E-mail : info@topquality-inspection.com
- Contact Person : Ahmed Sedek
KSA Contact info
- Address : Mecca
- telephone : +966-508446103
- E-mail : info@topquality-inspection.com
- Contact Person : Moustafa Ryad

Egypt Contact info
- Address : Giza.
- telephone : +20-1000780475
- E-mail : info@topquality-inspection.com
- Contact Person : Mohamed Refaat